
上九天攬月,下五洋捉鼈,心有淩雲之志,得登峰造極境
當代藝術系列起用不同顏色染印的小樽和紙,配以金粉工藝及潑墨技術,從而設計出抽象圖案,完全是精心製作的當代藝術品。
莫總監會根據每幅圖案作出選材,從桐木的紋路,琴頭的裝飾及琴身內部去設計每壹台獨壹無二的「登峰造極」。
設計完成後,再交由炫光團隊的壹眾製箏經驗超過20年的大師級工匠去打造。
最後,由莫總監親自選配不同的箏碼及調度聲調,為每幅精緻的圖案畫龍點睛,呈現不同意象。
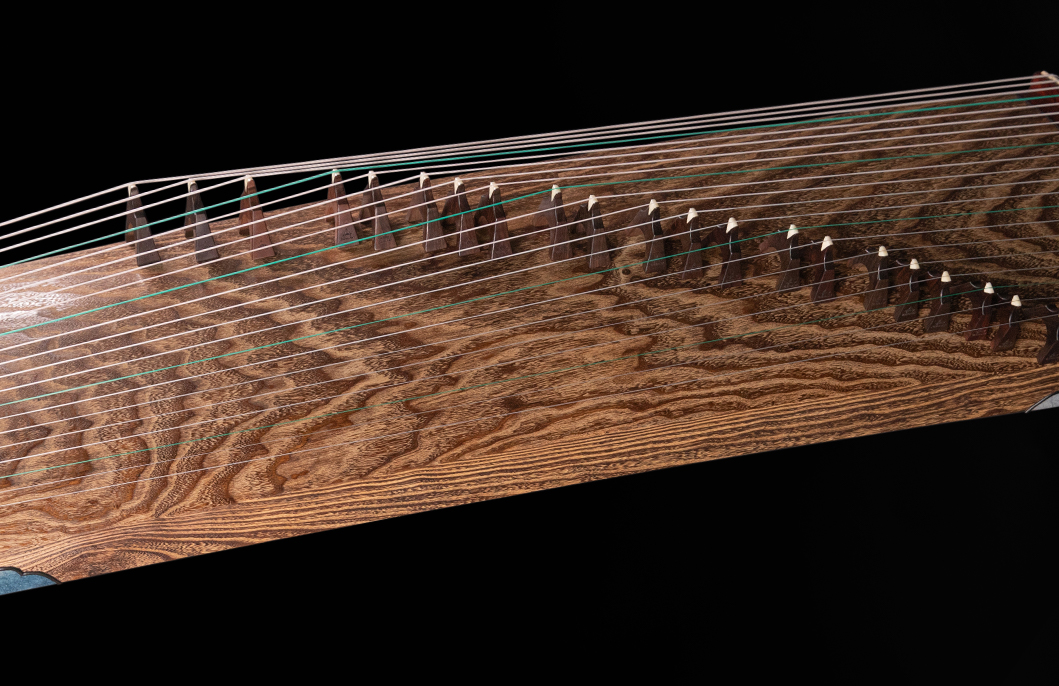
日本桐木長於寒帶,生長速度比一般東南亞地區的樹木慢,是故日本桐木的年輪會較細密,用於製箏,其聲層次分明,樸實圓潤,是每一台炫光箏得天獨厚的優勢。
桐木的木紋更更為每一台炫光箏注入靈魂,年輪周⽽而復始地見證樹木成長,紋理伴隨著樹齡變得更為獨特,賦予每⼀台炫光箏也獨一無二的生命。
選用五十年級別的日本寒帶桐木作琴身,比起四十年級別的炫光箏,歷經歲月的桐木令箏音更有層次及豐富,木紋更具個性,亦已經不再停留於追求箏音的穿透力及細緻度,而是賦予了箏音新生命,營造出更夢幻的箏境。
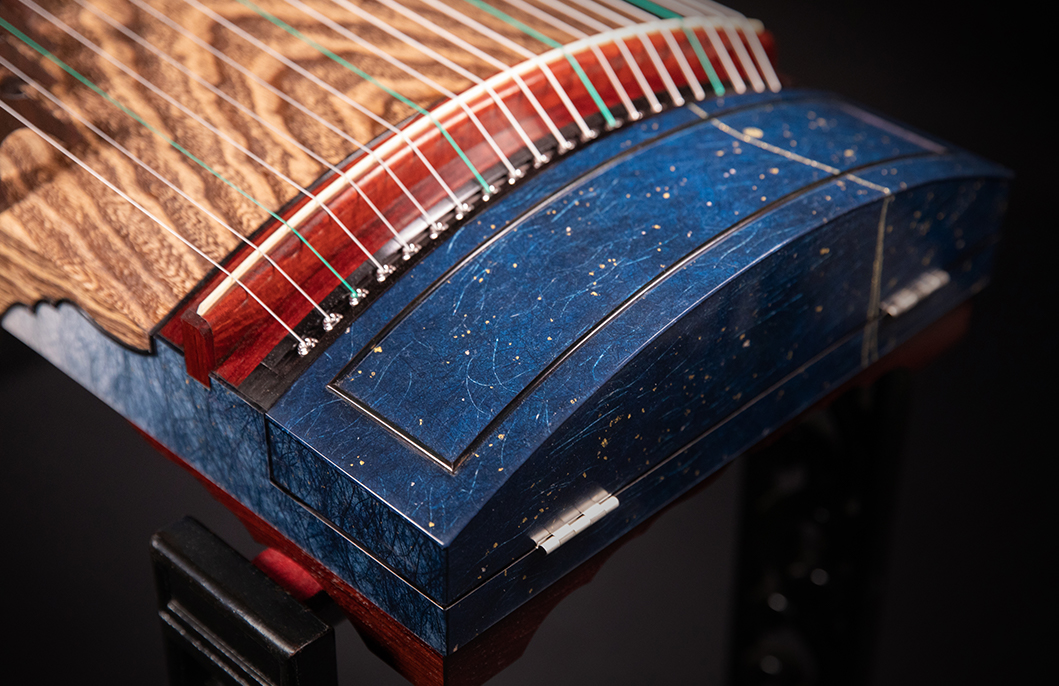
整個琴頭結合日本小樽和紙。設計師根據琴頭的大細,設計出獨特而漂亮的圖案。
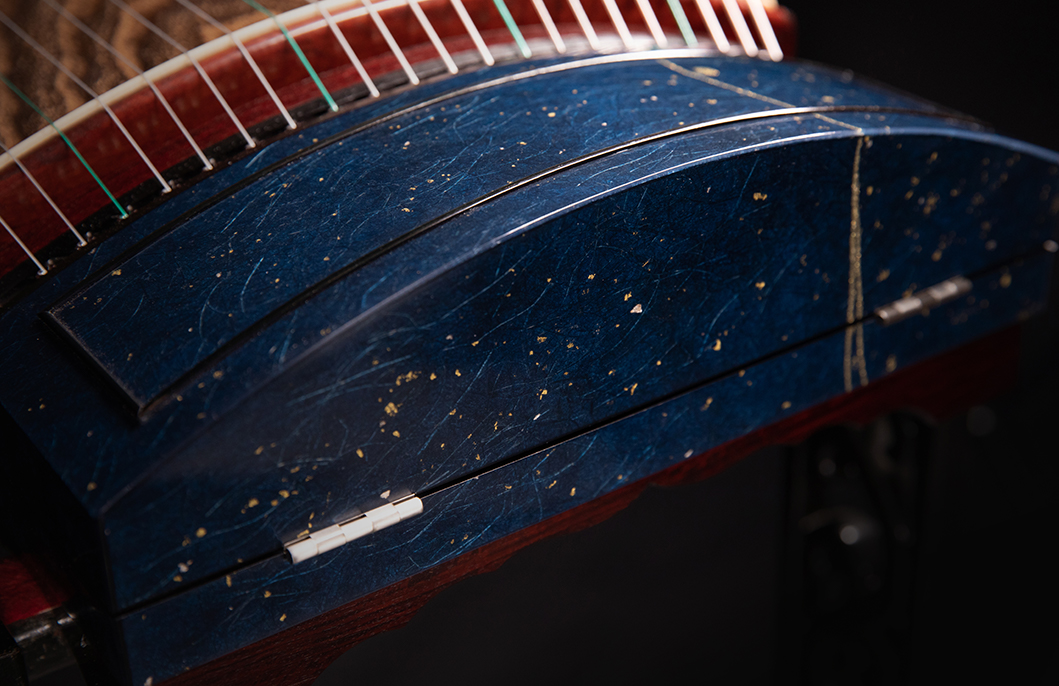
獨有的手工漂染技術,配合立體的金粉上漆工藝,再加入炫光獨有的玻璃鋼技術,造就了獨壹無二的炫光藝術品。

設計師的大膽設計,全新漸變藍小樽和紙,立體金粉上漆,處處精雕細刻,配合獨有的玻璃鋼技術,讓其更唯美的同時也能更好的保護飾面
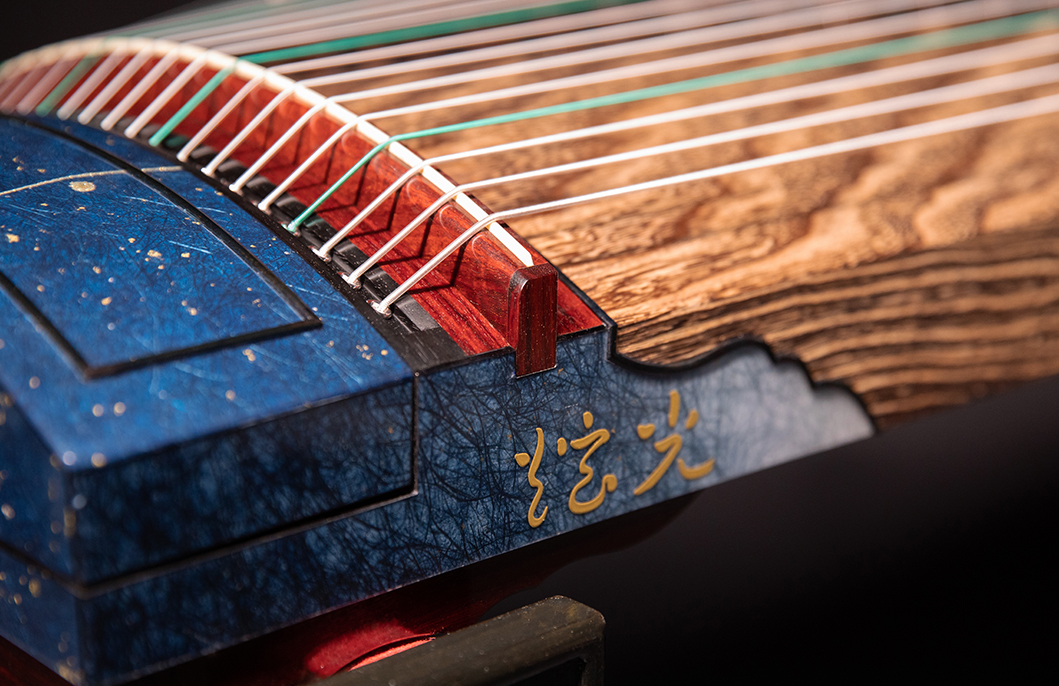
岳山選用整條的印度小葉紫檀,經工匠反覆調整弧度入榫裝嵌,將箏音的傳導昇華。

琴頭盒內運用了日本箱根傳統技藝寄木細工,運用全天然木材拼出幾何圖形後,再把木頭切割成「種板」,再鑲嵌到琴頭的盒內。寄木細工和從江戶時代起在箱根地區流傳,在1984年更被日本當局升格成指定日本傳統木工藝,可惜懂得這技藝的人已越來越少,因此每一種用上寄木細工技藝的作品也越來越珍貴。
琴尾
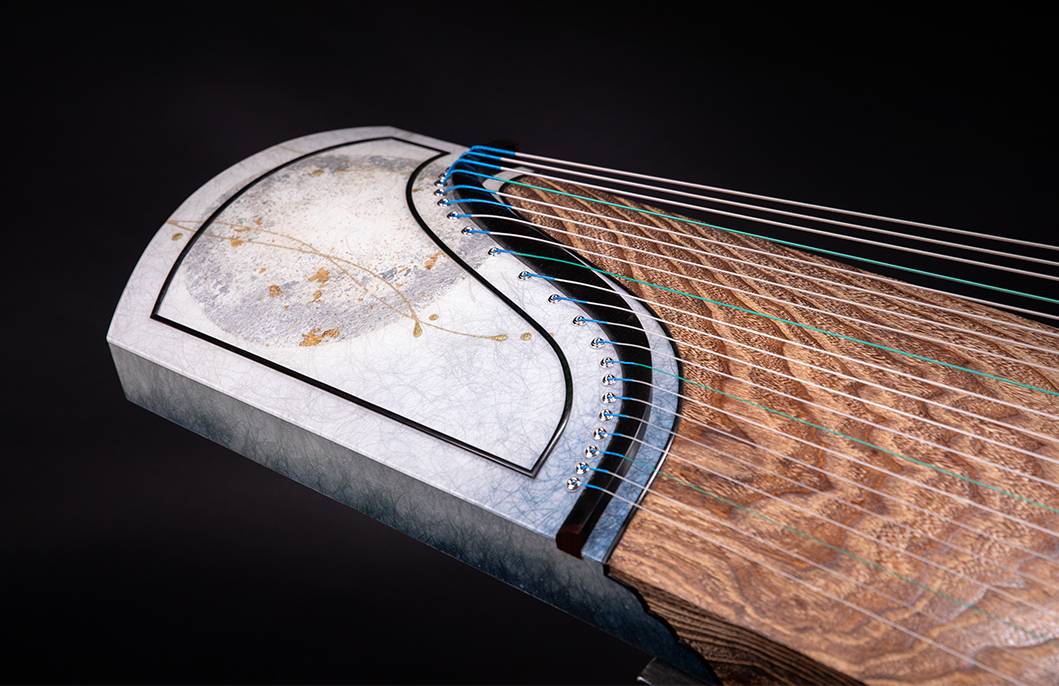
琴尾採用白色小樽和紙,立體金粉、銀箔工藝,與琴頭漸變藍色互相輝映,由藍到白的轉變,一件精美絕倫的當代藝術呈現在古箏飾面之上。

琴尾
和紙纖維長,質地雖薄但堅韌,手感極佳。但由於產量低,極為珍貴,聯合國教科文組織更於2014年將「日本手漉和紙技術」列為非物質文化遺產。

和紙強韌柔軟,並能保存多年,伴隨炫光箏源遠流長。
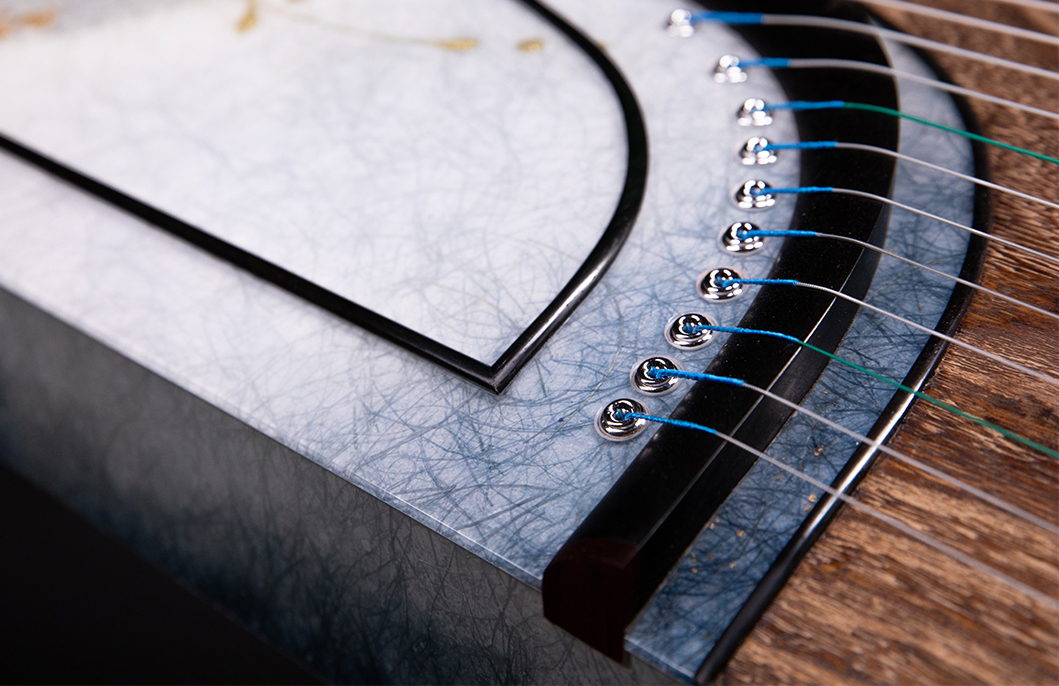
穿弦孔材質以18K白金鑄造,耐用不易褪色。
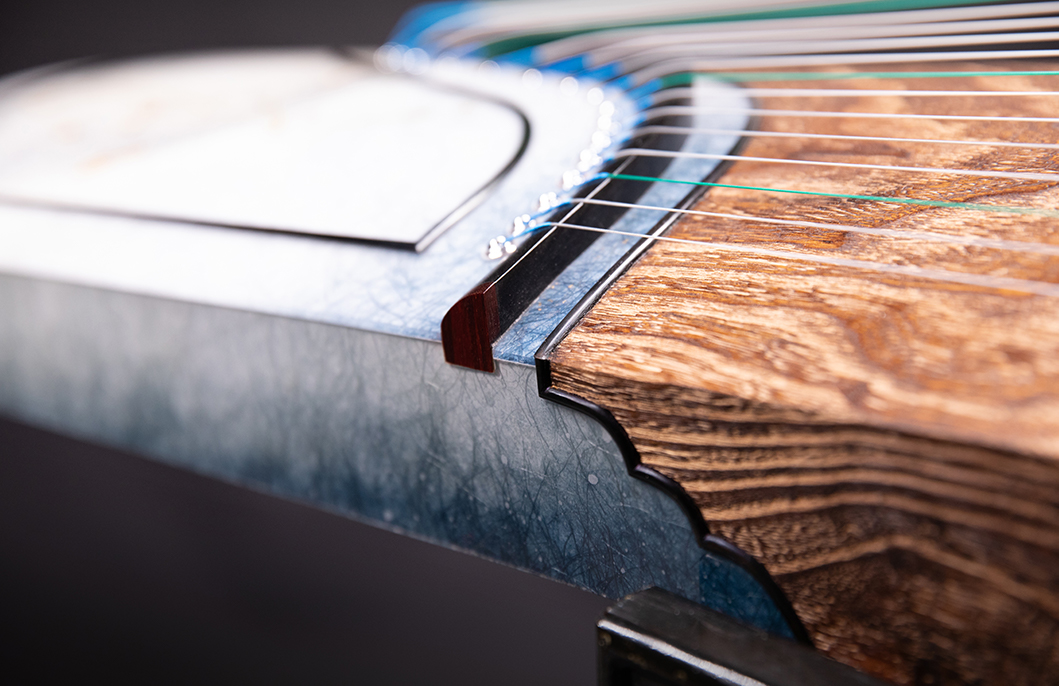
3D入榫製邊能令琴身更見立體,別樹一格,但整個製作過程亦相當考究。製作期間不但需要經過人手反覆打磨,務求達至光滑明亮,入榫時亦要不留空隙,避免影響箏音傳導。此手工工藝的最高境界是追求形神美的同時卻講究不著痕跡,這亦是炫光箏的其中一項標誌,難以複製其形神美。

炫光柱選料用上老料大紅酸枝,由箏碼製作師根據琴身的體態以人手,手工打磨而成。老料大紅酸枝製成的箏碼手工精細,順應木紋一氣呵成逐顆打造,大大提高箏碼的穩定度及統一性,令箏音徐疾有致,層層推進。
箏炫箏碼耐用度高,反覆彈奏間也不會輕易易磨蝕,強化箏音的穩定度,彈奏時不會走碼。
如此講究的選料及繁複的製作過程雖意味著箏炫箏碼的製作成本比普通箏碼高出數倍,但為求將箏音昇華,我們從不吝嗇,不惜工本。

雙層三角雕刻的做工比起單層三角雕刻要花上兩倍時間,因雕刻的角度及精準度要求極高,稍有不慎,有機會需要從頭做琴。須知道琴身內部並非平面,而是曲面,在這情況下處理三角雕刻不但要兼顧琴身的孤度,亦要考慮彈奏時的箏音傳導,由於雙層雕刻令琴身內部與空氣的接觸面增加,箏音更具層次,餘音比起其他結構的古箏更能撼動人心、扣人心弦。
底板出音孔亦以紫檀木包邊,令音色更見圓潤厚實,不致失序散亂。
{kind=link}